

Der schwarze Siliziumkarbid-Keramikring ist eine hochleistungsfähige technische Keramikbaugruppe, die aus hochreinem Siliziumkarbid durch Präzisionsformen und Hochtemperatursintern hergestellt wird...
Siehe Details
FOLGEN SIE UNS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Welche gängigen Konstruktionstechniken werden bei der kundenspezifischen Anpassung von Präzisionskeramikbauteilen angewendet, um Risse und Verformungen zu verhindern?
2026-05-29
In fortschrittlichen Fertigungs- und Industrieanwendungen sind Präzisionskeramiken (wie Aluminiumoxid, Zirkonoxid, Siliziumnitrid, Siliziumkarbid) aufgrund ihrer hohen Härte, Verschleißfestigkeit, Hochtemperaturbeständigkeit und Korrosionsbeständigkeit zu unverzichtbaren Kernmaterialien geworden. Aufgrund der inhärenten hohen Sprödigkeit keramischer Materialien und der starken Volumenschrumpfung beim Hochtemperatursintern (die Schrumpfungsrate liegt normalerweise innerhalb von 15 % zu 25 % ) sind die Konstruktion und Herstellung seiner Strukturteile äußerst anspruchsvoll. Irrationales Strukturdesign führt häufig zu Rissen, Verformungen und Verformungen von Produkten beim Sintern, bei der Bearbeitung oder im tatsächlichen Betrieb.
Dieser Leitfaden fasst systematisch die wichtigsten Design-Antirisstechniken, Anti-Verformungsstrategien und Prozessanpassungsspezifikationen im Individualisierungsprozess von Präzisionskeramikstrukturteilen zusammen und soll Konstrukteuren dabei helfen, die Produktstruktur zu optimieren, die Ausbeute zu verbessern und die Produktionskosten zu senken.
1. Drei Schlüsselpunkte der Eigenschaften und Anpassung von Keramikmaterialien
Vor Beginn eines keramischen Individualisierungsprojekts müssen die folgenden drei sich gegenseitig einschränkenden Kernelemente aus einer globalen Perspektive betrachtet werden.
- Materialauswahl
Die physikalischen und chemischen Eigenschaften von Materialien bestimmen die obere Leistungsgrenze von Strukturbauteilen. In der folgenden Tabelle sind die Kerneigenschaften und typischen Anwendungsszenarien von vier gängigen Präzisionskeramikmaterialien aufgeführt.
| Materialname | Grundlegende physikalische und chemische Eigenschaften | Typische industrielle Anwendungsszenarien |
| Aluminiumoxid | Hohes Preis-Leistungs-Verhältnis, hohe Härte, Verschleißfestigkeit, hervorragende Isolierung, hohe Temperaturbeständigkeit (bis zu 1600°C oben). | Elektronische Isolierteile, verschleißfeste Auskleidungsplatten, Keramiksubstrate, Vakuumkammerkomponenten. |
| Zirkonoxid | Es weist unter den Keramiken bei Raumtemperatur die höchste Festigkeit und Zähigkeit auf ( " Keramikstahl " ), der Wärmeausdehnungskoeffizient liegt nahe an dem von Metall und die Wärmeleitfähigkeit ist gering. | Faseroptische Ferrulen, Keramikschneider, medizinische Implantate (z. B. Zahnimplantate), Kolbenpumpen-Steckerkörper. |
| Siliziumnitrid | Hervorragende Thermoschockbeständigkeit (Beständigkeit gegen schnelles Abkühlen und schnelles Erhitzen), hohe Festigkeit, Verschleißfestigkeit, geringe Dichte und kleiner Reibungskoeffizient. | Hochgeschwindigkeits-Präzisionslagerkugeln, Automotorenteile, Schweißpositionierungsstifte. |
| Siliziumkarbid | Extrem hohe Härte (nach Diamant an zweiter Stelle), ultrahohe Wärmeleitfähigkeit, ausgezeichnete Hochtemperaturbeständigkeit und Beständigkeit gegen starke Säure- und Alkalikorrosion. | Führungsschienen für Halbleiterwafer, mechanische Dichtungsringe, Hochtemperaturöfen, kugelsichere Panzerung. |
- Maßgenauigkeit und Bearbeitungszugabe
- Sintertoleranz: Direkt gesintert " grüner Körper " Werden " Reifer Billet " Schließlich kann die Toleranz aufgrund der ungleichmäßigen Schrumpfung meist nur im Rahmen kontrolliert werden ±1 % oder ±0,1 mm Rundherum.
- Nachbearbeitungszugabe: Für extrem hohe Anforderungen an die Anpassungsgenauigkeit (z. B. im Mikrometerbereich). μm )-Schnittstelle muss während des Entwurfs außer Acht gelassen werden 15mm-0,3mm Schleifzugabe für Diamantschleifscheiben.
- Anpassung des Formprozesses
Wählen Sie das Verfahren entsprechend der Produktionscharge und der strukturellen Komplexität aus: Trockenpressen eignet sich für große Mengen einfacher Flachteile; kaltisostatisches Pressen (CIP) Geeignet für große Stangen- oder Rohrrohlinge; Keramikspritzguss (CIM) Es eignet sich für dreidimensionale Kleinteile mit äußerst komplexen Strukturen, die Kosten für das Öffnen der Form sind jedoch hoch.
2. Kernkompetenzen im Design zur Vermeidung von Rissbildung und Verformung
- Wandstärkendesign: Pursuit " absolut einheitlich "
Ungleichmäßige Wandstärken sind die häufigste Ursache für Risse in Keramikteilen beim Sintern und Abkühlen. Die Wärmeausdehnungs- und -kontraktionsraten dicker und dünner Teile sind unterschiedlich, was zu enormen inneren Spannungen führt.
- Dickenunterschiede vermeiden: Versuchen Sie, die Gesamtwandstärke konstant zu halten. Müssen Dickenänderungen im Bauwerk vorgenommen werden, sind sanfte Böschungsübergänge zu nutzen und unbedingt zu vermeiden 90° von plötzlichen Veränderungen.
- Löcher zur Gewichtsreduzierung verarbeiten: Bei schweren Massivteilen sollten Sacklöcher, Durchgangslöcher oder Hinterhöhlungen (Nuten) so gestaltet werden, dass die lokale Dicke verringert und gleichzeitig die mechanische Festigkeit gewährleistet wird.
- Eckdesign: vollständiger spitzer Winkelkreis ( R Winkelangabe)
An scharfen Ecken hergestellte Keramik " Stresskonzentration " Äußerst empfindlich. Scharfe Innen- oder Außenecken können bei thermischer Belastung oder mechanischer Beanspruchung leicht zu Rissen führen.
- innerhalb / Außeneckenradius: Alle Ecken und Stufenübergänge müssen abgerundet sein. Intern empfehlen R Winkel ist mindestens größer als 5mm (empfohlen R≥1,0 mm ). Sofern der Platz es zulässt, R Je größer der Winkel, desto steifer ist die Struktur.
- Montage des Eckräumschlitzes: Wenn es aufgrund der Notwendigkeit, Metallteile aufeinander abzustimmen, beibehalten werden muss 90° Bei rechten Außenwinkeln sollte man an der Innenecke nach innen entwerfen. " Unterschnitt " oder " Sackloch " , verschieben Sie den Spannungsentlastungsbereich vom rechtwinkligen Scheitelpunkt weg.
- Loch- und Kantendesign: Verhindert Sinterrisse und Kantenabsplitterungen
Beim Öffnen von Löchern (z. B. Schraubenlöchern und Löchern zur Gewichtsreduzierung) in Keramikteilen haben die Position und Form der Löcher einen großen Einfluss auf die Formqualität.
- Kritischer Randabstand: Der Abstand von der Lochwand zur Außenkante des Keramikteils sowie der Nettoabstand zwischen den beiden Löchern müssen größer sein als der Lochdurchmesser. 5 mal. Ein zu geringer Abstand führt dazu, dass die Schwachstelle beim Sintern und Schrumpfen an beiden Enden auseinandergezogen wird.
- Öffnungsfase: Die Öffnungskanten aller Durchgangs- und Blindvias sollten gestaltet werden 45°×0,3mm-0,5mm Fase, um ein Absplittern der Kante beim anschließenden Schleifen oder beim eigentlichen Zusammenbau zu verhindern.
- Vermeiden Sie geformte Löcher: Versuchen Sie, standardmäßige runde Löcher zu verwenden. Versuchen Sie, lange Löcher, quadratische Löcher oder spezielle Löcher mit scharfen Ecken zu vermeiden. Solche Löcher weisen beim Schrumpfen eine offensichtliche Anisotropie auf und sind anfällig für Mikrorisse um sie herum.
- Eliminieren Sie große ebene Flächen: Bekämpfen Sie verziehende Verformungen
Aufgrund des Einflusses von Schwerkraft, Reibung und kleinen Unterschieden in der Ofentemperatur während des Sinterns neigen große und dünne flache Teile leicht zu einer verziehenden Verformung (allgemein bekannt als " Bananenbiegung " ).
- Versteifungen einstellen: Durch die Gestaltung kreuzförmiger, tickförmiger oder radialer Verstärkungsrippen auf der Rückseite des Flachstücks kann die Steifigkeit deutlich verbessert und die Schrumpfrichtung fixiert werden.
- Design des lokalen Chefs: Wenn eine bestimmte Ebene als Montagekontaktfläche verwendet werden muss, machen Sie nicht die gesamte große Ebene zu einer hochpräzisen Präzisionskontaktfläche. Kleine lokale Vorsprünge sollten um Schraubenlöcher oder wichtige Passpunkte herum entworfen werden, und bei der anschließenden Endbearbeitung sollte nur die Oberfläche der Vorsprünge geschliffen werden. Dies spart nicht nur Bearbeitungskosten, sondern vermeidet auch effektiv die Auswirkungen des gesamten Flugzeugverzugs.
- Symmetrisches Design: ausgewogene Sinterspannung
Beim Sintern von Keramikteilen im Ofen ist die Schrumpfungskraft in alle Richtungen relativ ausgeglichen. Wenn die Struktur stark asymmetrisch ist, führt dies zu einer unausgeglichenen Spannung und einer Gesamtverzerrung.
- Geometrische Symmetrie: Versuchen Sie, dafür zu sorgen, dass die Strukturteile auf zwei- oder dreidimensionaler Ebene eine zentrale Symmetrie, Achsensymmetrie oder Formsymmetrie beibehalten.
- Bastelkrawatte (Bastelstützbalken): Für asymmetrische Öffnungsformen (wie z C Form, U (geformte Struktur) sollte bei der Gestaltung künstlich in die Öffnung eingefügt werden. " Temporärer Prozessverbindungsbalken " , so dass es während des Sinterns eine geschlossene symmetrische Struktur beibehält. Nach dem Sintern und Schleifen wird der provisorische Balken mit einer Diamantscheibe abgeschnitten.
Drei. Spickzettel für Designspezifikationen von Präzisionskeramik-Strukturteilen
Die folgende Tabelle fasst die falschen Vorgehensweisen und korrekten Spezifikationen bei der Konstruktion präziser Keramikstrukturteile zusammen, damit Ingenieure sie schnell nachschlagen können.
| Designelemente | Falscher Ansatz (leicht zu knacken / leicht zu verformen) | Richtiges Handeln (Design für Sicherheit, Design für Herstellbarkeit) |
| Ecken und Ecken | Verwenden Sie scharfe rechte Winkel ( 90° ) oder extrem kleine abgerundete Ecken. | Vergrößern Sie die abgerundeten Ecken so weit wie möglich, um den Innen- und Außenbereich zu gestalten R Winkel ( R≥0,5 mm ). |
| Abschnittswandstärke | Lokale plötzliche Verdickung und Verdünnung, ohne Übergang an der Verbindung von Dicke und Dicke. | Halten Sie die Wandstärke absolut gleichmäßig. Bei der Geschwindigkeitsänderung muss ein sanfter Steigungsübergang verwendet werden. |
| Lochränder und -abstände | Löcher zu nah an Kanten oder benachbarten Löchern (Abstand). < Blende). | Lochrand und benachbarter Lochabstand ≥ 1,5 mal die Blende. |
| Öffnung und Außenkante | Die Öffnung hat eine scharfe Kante ohne Fasen. | Alle Öffnungen und Stufenkantenausführungen 45° Anfasen (Verhinderung von Kantenausbrüchen). |
| Großflächige dünne Platte | Entwerfen Sie eine flache, nicht unterstützte großflächige dünne Platte. | Entwerfen Sie Versteifungen, um die Steifigkeit zu erhöhen, oder wechseln Sie zu lokalem Nabenkontakt. |
| Symmetrische Struktur | Eine offene Struktur mit zu langen Auslegern und starker Asymmetrie auf einer Seite. | Behalten Sie die geometrische Symmetrie bei oder führen Sie Prozessstützbalken ein (die nach dem Garen des Rohlings entfernt werden). |
Hinweis: Während des eigentlichen Projektentwicklungsprozesses wird dringend empfohlen, so bald wie möglich nach Fertigstellung des ersten Entwurfs des Strukturentwurfs mit dem Keramik-Vorwärtsprozessingenieur einen fertigungsorientierten Entwurf durchzuführen ( DFM ) Überprüfung zur weiteren Optimierung der Abmessungen basierend auf den mechanischen Eigenschaften des spezifischen Materials.
VORV:Was sind Keramikisolatoren und warum sind sie in elektrischen und industriellen Systemen unverzichtbar?WEITER:Sie möchten für ein neues Forschungs- und Entwicklungsprojekt nicht Zehntausende Euro für die Formgebung ausgeben? Lassen Sie uns über die „formlose Rapid Prototyping“-Technologie spezieller Keramik sprechen
Verwandte Produkte
-
-
Zirconia Ceramic Rod ist ein Hochleistungskeramikstab, der hauptsächlich aus Zirkoniumoxid besteht und eine hervorragende mechanische Festigkeit und chemische Stabilität aufweist. Es weist eine ext...
Siehe Details -
Blaue Zirkonoxid-Keramikplatten sind Präzisionskomponenten aus fortschrittlicher Zirkonoxidkeramik. Sie werden mit Kobalt, Eisen oder Kupfer gefärbt, um eine blaue Farbe zu erhalten. Diese Farbe di...
Siehe Details -

Dieser blaue Zirkonoxid-Keramikstift besteht aus fortschrittlichem Zirkonoxid-Keramikmaterial und bietet hervorragende Haltbarkeit und Leistung. Zirkonoxidkeramik ist bekannt für ihre hohe Festigke...
Siehe Details -
Zirconia Ceramic Gear besteht aus Zirkoniumoxid-Keramikmaterial, das eine ausgezeichnete hohe Festigkeit und hohe Härte aufweist. Diese Materialeigenschaft ermöglicht eine wirksame Widerstandsfähig...
Siehe Details -
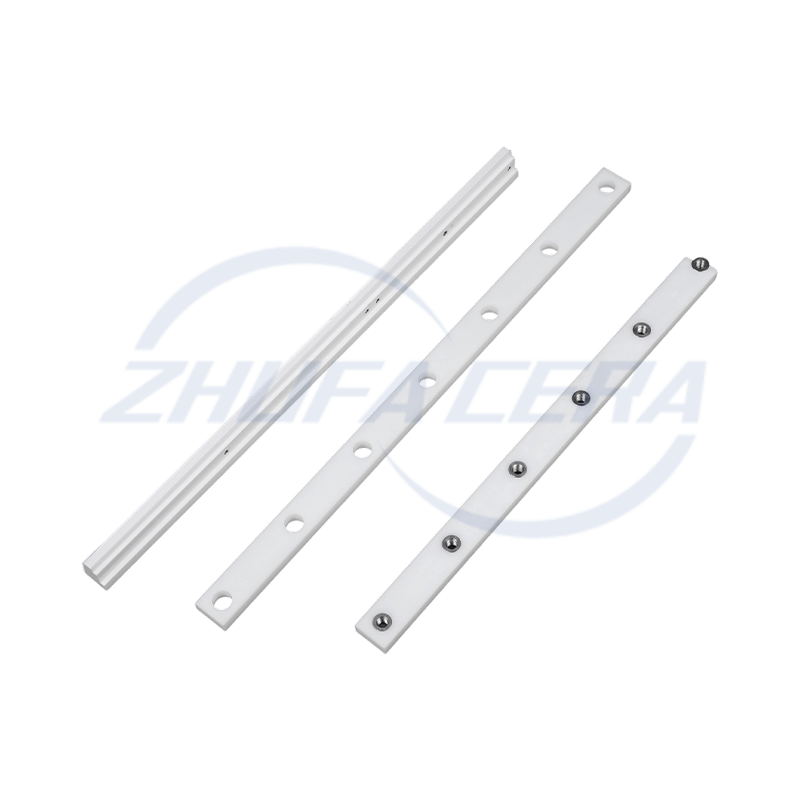
Die Zirkonoxid-Keramik-Führungsschiene ist eine hochleistungsfähige, präzisionsmechanische Komponente aus Zirkoniumoxid-Keramikmaterial. Seine Kerneigenschaften ergeben sich aus den hervorragenden ...
Siehe Details -
Der Zirkonoxid-Keramik-Positionierungsstift ist ein hochpräzises Positionierungselement aus fortschrittlichem Zirkoniumoxid-Keramikmaterial mit hervorragenden physikalischen und chemischen Eigensch...
Siehe Details -
Der Zirkonoxid-Keramikring ist ein Hochleistungskeramikprodukt, das für seine hervorragenden physikalischen und chemischen Eigenschaften bekannt ist. Es verfügt über eine extrem hohe Härte und Fest...
Siehe Details -
Zirkonoxid-Keramikplatten sind aufgrund ihrer einzigartigen Eigenschaften zu funktionalen Kernkomponenten in verschiedenen Bereichen geworden. Mit einer Biegefestigkeit von 900–1200 MPa und einer B...
Siehe Details -
Zirconia Ceramic Strip ist ein Streifenmaterial aus Hochleistungs-Zirkonoxidkeramik mit hervorragenden physikalischen und chemischen Eigenschaften. Es verfügt über eine extrem hohe Härte und Biegef...
Siehe Details -
Zirkonoxid-Keramikwafer sind repräsentative Produkte im Bereich der Hochleistungsstrukturkeramik. Im Vergleich zu herkömmlichen Aluminiumoxidkeramik- oder Metallmaterialien liegen die umfassenden L...
Siehe Details -

Der Zirkonoxid-Keramikkolben ist eine Hochleistungskomponente, die für raue Industrieumgebungen entwickelt wurde. Im Vergleich zu ähnlichen Kolbenprodukten aus Keramik oder Metall zeichnet es sich ...
Siehe Details

-
Quicklinks
Zuhause Produkte Über uns Dienstleistungen Technologie Nachrichten Kontaktieren Sie uns -
Produkte
Keramische Strukturteile Zirkonkeramik Aluminiumoxidkeramik ZTA-Keramik Siliziumnitridkeramik Siliziumkarbidkeramik Keramische Spritzgussteile -
Über uns
Werksbesichtigung Ehre FAQ -
Kontaktinformationen
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Anchang Industrial Park, Bezirk Keqiao, Stadt Shaoxing, Provinz Zhejiang, China -
WhatsApp

Urheberrecht © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Alle Rechte vorbehalten.
Hersteller von Präzisionskeramik in China
Großhandelslieferant für Präzisionskeramik
